Fém lemez Pados
- Változatos fekvési technikák
- 3-7 napos kézbesítés
- MOQ: 1 db

Megbízható padkaszerviz


Padló anyagok

Magas megmunkálhatóság és rugalmasság. Az alumíniumötvözetek jó szilárdság-tömeg arányúak, magas hő- és elektromos vezetőképességgel, alacsony sűrűséggel és természetes korrózióállósággal rendelkeznek.

A vas nélkülözhetetlen fém az ipari szektorban. A vasat kis mennyiségű szén-acéllal ötvözik, amely mágnesezés után nem könnyen lemágnesezhető, kiváló keménymágneses anyag, valamint fontos ipari anyag, és a mesterséges mágnesesség fő alapanyagaként is használják.

Az acél erős, sokoldalú és tartós vas- és szénötvözet. Az acél erős és tartós. Nagy szakítószilárdság, korrózióálló hő- és tűzállóság, könnyen formázható és formázható. Alkalmazási területei az építőanyagoktól és szerkezeti elemektől az autóipari és repülőgépipari alkatrészekig terjednek.

A rozsdamentes acélötvözetek nagy szilárdsággal, rugalmassággal, kopás- és korrózióállósággal rendelkeznek. Könnyen hegeszthetők, megmunkálhatók és polírozhatók. A rozsdamentes acél keménysége és költsége magasabb, mint az alumíniumötvözeté.

Kiválóan ellenáll a tengervíz korróziójának. Az anyag mechanikai tulajdonságai rosszabbak, mint sok más megmunkálható fém, így a legjobb a CNC megmunkálással előállított alacsony feszültségű alkatrészekhez.

A sárgaréz mechanikailag erősebb, és az alacsonyabb súrlódású fém tulajdonságai miatt a CNC megmunkálási sárgaréz ideális olyan mechanikai alkalmazásokhoz, amelyek korrózióállóságot is igényelnek, például a tengeri iparban.

Kevés fém rendelkezik olyan elektromos vezetőképességgel, mint a réz, ha CNC maró anyagokról van szó. Az anyag nagy korrózióállósága segít megelőzni a rozsdát, hővezető tulajdonságai pedig megkönnyítik a CNC megmunkálási formázást.
Felületkezelés fekvéshez








Miért válasszon minket asztali szolgáltatáshoz

1 az 1-hez idézet elemzés
Csak töltse fel 2D rajzait vagy 3D modelljeit, és 24 órán belül visszajelzést kap az árajánlatról. Speciális mérnökeink elemzik a tervezést a félreértések elkerülése érdekében, kommunikálnak Önnel és megfizethető árat kínálnak.

Kiváló minőségű gyártási alkatrészek
Az anyagokkal, a gyártási technikával, a felületkezeléssel és a CMM-vizsgálatokkal szembeni felelősségteljes és szigorú hozzáállás garantálja az állandó minőséget a prototípuskészítéstől a gyártási alkatrészekig. Nem fogunk vesződni az alkatrészek minőségének ellenőrzésével a szállítás előtt.

Gyors átfutási idő
A korszerű fémlemezgyártó berendezések, mint a menetvágó, szegecselő és professzionális idézőjelek bevezetése biztosítja a gyors átfutási időt. A rendelés lebonyolításának prioritását a követelményeknek és a rendelés összetettségének megfelelően határozzuk meg.

Azonnali kommunikáció
Az Ön előnyei érdekében minden ügyfél technikai támogatást kap, hogy kapcsolatba léphessen velünk az árajánlattól a kiszállításig. Bármilyen kérdés esetén azonnali visszajelzést kap mindaddig, amíg meg nem erősítik, hogy megkapta az elégedett alkatrészeket.
Padolási tűréshatárok és szabványok
Sztenderdek
Geometriai tűrés
Lineáris tolerancia
A fémpadló szolgáltatások alkalmazásai








Metal Benching GYIK
nak nek Szegecselő

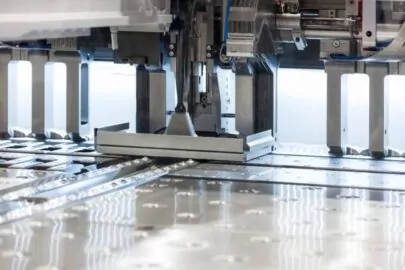
Precíziós fémlemez gyártás

Prototípus-
- Fejlett technológia: fémlemez, CMM ellenőrzés, elit mérnökök stb.
- Gyors válasz: teljes körű támogatás a probléma megoldásához.
- Testreszabott szolgáltatás: precíziós gyártási megoldások testreszabása

Termelés
- Ésszerű tervezés: precíz erőforrás-allokáció a gyors ciklusidő biztosítása érdekében.
- Gyártás SOP: fejlett technológia és szigorú minőségellenőrzési eljárások.
- Rugalmas gyártás: a gyors prototípuskészítéstől (1-20db) a kis volumenű gyártásig (20-1000db).
Legújabb blogbejegyzések

Hogyan előzhetjük meg a lemezbélyegzés gyakori hibáit?
Hogyan válasszuk ki a megfelelő szerszámot a fémlemez bélyegzéséhez?
